


| Контроль измерительных приборов |
| Автоматизация - Автоматизированные системы управления |
|
Для обеспечения единообразия, верности и правильного применения мер и измерительных приборов установлен определенный порядок их контроля. Для этой цели организована Государственная служба мер и измерительных приборов во главе с Государственным комитетом СССР по стандартам. Контрольные операции осуществляются при помощи образцовых и эталонных мер и приборов. Основными операциями контроля прлборов являются испытание, градуировка и поверка. При испытании вновь разработанные и предназначенные для производства меры и приборы проходят всестороннюю проверку для установления целесообразности их производства. Градуировкой называется операция, при помощи которой делениям шкалы прибора придают значения, выраженные в единицах измерения. Эта операция осуществляется приборами более высокой точности. По нескольким точкам значений измеряемой величины строят градуировочные кривые, на основании которых на шкалу наносят значения, соответствующие определенным отметкам шкалы. Градуировка производится при изготовлении приборов или при изменении условий их применения. Поверкой называется сравнение показаний поверяемых приборов с показаниями образцовых для определения их погрешности. При поверке, кроме определения погрешностей, проводят внешний осмотр и опробование приборов, определяют сопротивление электрической изоляции, качество записи показаний, скорость передвижения диаграммной ленты. Все рабочие приборы поверяют в лаборатории не реже одного раза в два года. Кроме того, приборы поверяются на месте установки: наиболее ответственные - один раз в смену или сутки, все другие - от одного раза в неделю до одного раза в три месяца. Поверка на месте часто сводится к определению погрешности показаний прибора на рабочей точке шкалы и правильности возврата стрелки к нулевой точке. Государственная система промышленных приборов и средств автоматизации (ГСП) Большая разнотипность измерительных приборов и средств автоматизации затрудняет их эксплуатацию и ремонт. В целях рационального использования средств измерения проводятся работы по объединению отдельных систем приборов в рамках Государственной системы приборов (ГСП). ГСП представляет собой совокупность приборов и средств автоматизации, предназначенных для получения, обработки и использования информации. ГСП включает ряд унифицированных блоков и устройств, имеющих единые параметры входных и выходных сигналов, нормализованные габаритные и присоединительные размеры. Переход к разработке систем приборов, объединенных одним принципом действия, позволяет получать большое число разнообразных измерительных устройств из небольшого количества типовых блоков. Кроме того, значительно повышаются надежность и стабильность измерительных приборов, упрощается их эксплуатация. По роду вспомогательной энергии сигналов, а также виду сигналов приборы и средства автоматизации делятся на 5 групп, которые называются ветвями: электрическую аналоговую, электрическую дискретную, пневматическую, гидравлическую, приборов и устройств без источников вспомогательной энергии. Электрическая аналоговая ветвь является системой, в которой энергетическим сигналом информации служит непрерывный электрический сигнал. Система состоит из устройств для получения информации (преобразователей), приборов и устройств для преобразования, хранения и обработки информации, называемых центральной частью ветви. В центральной части значительное место занимают вторичные приборы: индикаторные, показывающие и регистрирующие, интеграторы, приборы системы «по вызову». Пределы изменения токовых сигналов постоянного тока выбираются из ряда значений 0-10 мВ. При использовании переменного тока изменение сигнала выбирается в пределах 0-1 и 0-2 В. Электрическая дискретная (цифровая) ветвь является системой, в которой энергетическим носителем информации служит электрический дискретный сигнал в виде постоянного тока или направления. Дискретная ветвь состоит из различных приборов и средств автоматизации: преобразователей, блоков и устройств централизованного контроля; устройств представления информации; цифровых вычислительных устройств. Использование основных блоков этой ветви позволяет обрабатывать результаты измерений для непосредственного воздействия на объект управления. Устройства цифровой техники дают возможность решать ряд задач управления, которые не могут быть осуществлены в аналоговой ветви. Кроме того, цифровые устройства превосходят другие по надежности и простоте эксплуатации. Параметры сигналов унифицированы. Так, частотные диапазоны находятся в пределах 1500-2500 Гц. Пневматическая ветвь является системой, в которой энергетическим носителем информации служит пневматический сигнал (давление сжатого воздуха). Благодаря высокой надежности пневматической аппаратуры, простоте обслуживания, невысокой стоимости, пожаро - и взрывобезопасности приборы этой ветви получили широкое распространение в пищевой промышленности. Они строятся из унифицированных универсальных пневмоэлементов. Рабочий диапазон изменения входных и выходных пневматических сигналов находится в пределах 19,6-98 кПа. Номинальное давление питания 140 кПа. Гидравлическая ветвь представляет собой систему, в которой энергетическим носителем информации является гидравлический сигнал. В этой ветви мало приборов и устройств для приема и выдачи информации в каналы связи, а также для преобразования, хранения и обработки информации. Основным преобразователем и усилительным элементом служит струйный усилитель, преобразующий кинетическую энергию струи жидкости в потенциальную, которая используется в последующих усилителях. |

| Читайте: |
|---|
Диспетчеризация пунктов:
Автоматизированная система оперативного дистанционного управления канализационны Заказчиком системы выступал МУП «Водоканал Воронежа». На каждой канализационной станции для сбора стоков имеется приёмная ёмкость. Уровень в емкости управляется насосами откачивающими стоки в очистн... |
Автоматизированная система коммерческого учета электроэнергии на ОАО ПЕРМТРАНСЖ Реализованная на ОАО ПЕРМТРАНСЖЕЛЕЗОБЕТОН АСКУЭ предназначена для осуществления эффективного и достоверного технического автоматизированного учета электроэнергии на заводах и предприятиях различны... |
Система диспетчеризации для РТС и ЦТП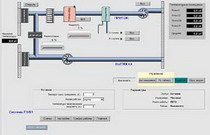 Заказчик: филиал «Северо-Западный» №9 ОАО «МОЭК», г. Москва. Объект диспетчеризации: РТС и ЦТП, а также отдельные узлы учета. Решаемые задачи: система диспетчеризации осуществляет информационн... |
Теория АСУ:
Регулятор в современных АСУ ТП. ПИД-регулятор Что такое регулятор? Этот термин пришел из теории автоматизированного управления. Регулятором называется устройство, которое следит за функционированием объекта управления и, постоянно анализируя ег... |
Системой единиц Совокупность единиц измерения, охватывающих определенную область величин, называется системой единиц. Развитие науки и техники привело к появлению ряда систем единиц: СГС, МКС, МТС, МКГСС и др. Испо... |
Инерция Самые современные материалы и технологии позволяют лишь сократить инерцию. При стандартной автоматике ее минимизирует использование котлов со стальным теплообменником. Основным недостатком их явл... |
Теория автоматического управления ТАУ Теория автоматического управления (ТАУ) изучает принципы построения систем автоматического управления и закономерности протекающих в них процессов, которые она исследует на динамических моделях дейс... |
Эффективность внедрения автоматизированных систем В условиях рыночной экономики основой успешной деятельности любого предприятия (организации, фирмы и т.п.) является обеспечение требуемого уровня рентабельности его хозяйственной деятельности. Не ме... |
Оборудования в АСУ:
Многокомпонентное дозирование в приготовлении комбикорм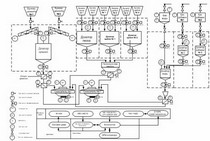 Недавно началась промышленная эксплуатация завода ЗАО «Неокорм» по производству премиксов в г. Лакинск Владимирской области.[1] ... |
Некоторые особенности дозаторов Дозаторы инертных материалов песка и щебня (рис.3.) имеют ряд особенностей. Дозирующие заслонки установлены на раме с возможнос... |
Управление процессом:
Для диспетчеров производства ВПУ-700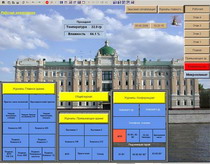 На АЦБК действует развитая система оперативно-диспетчерского управления. АСУТП ВПУ-700 обеспечивает хранение данных на собств... |
Автоматизация машины круглоткацкой МКТ-2 Целью автоматизации являлась замена физически изношенной и морально устаревшей системы управления уникальной круглоткацкой машин... |






