


| Система «канбан» |
| Внедрение СУП - Системы управления предприятием |
|
Многие называют систему «Тоёта» системой «канбан». Такое определение некорректно. Система «Тоёта» представляет собой метод организации производства продукции, в то время как «канбан» является средством осуществления системы «точно вовремя». Короче говоря, «канбан» является информационной системой, позволяющей оперативно регулировать количество продукции на различных стадиях производства. Без правильного выполнения других условий производственной системы, таких, как рациональная организация производства, нормирование работ, сбалансирование производства и т. д., принцип «точно вовремя» будет трудно реализовать, несмотря на применение системы «канбан». «Канбан» обычно представляет собой прямоугольную карточку в пластиковом конверте. Распространены два вида карточек: отбора и производственного заказа. В карточке отбора указывается количество деталей, которое должно быть взято на предшествующем участке обработки, в то время как в карточке производственного заказа - количество деталей, которое должно быть изготовлено на предшествующем участке производства. Эти карточки циркулируют как внутри предприятий «Тоёты», так и между корпорацией и сотрудничающими с ней компаниями, а также на предприятиях филиалов. Таким образом, карточки «канбан» несут информацию о расходуемых и производимых количествах продукции, что позволяет обеспечивать производство по принципу «точно вовремя». Предположим, что мы изготовляем продукцию «А», «В» и «С» на конвейерной линии (см. рис. 7.2). Элементы, необходимые для сборки деталей «а» и «в», изготовляются на предшествующем участке производства. Детали «а» и «в», производящиеся в этом процессе, складируются вдоль конвейера, и к ним прикрепляются карточки заказа «канбан». Рабочий с конвейерной линии, изготовляющей продукцию «А», прибывает на место изготовления детали «а» с карточкой заказа, чтобы взять необходимое количество деталей «а». На складе у конвейера он получает то количество деталей, которое обозначено на карточке. Затем он доставляет полученные детали на свою линию сборки вместе с карточками отбора. В это время карточки производственного заказа остаются на складе у поточной линии «а», показывая количество взятых деталей. Они информируют заказ на изготовление новых деталей на данной производственной линии. Деталь «а» изготовляется теперь в количестве, соответствующем указанному на карточках производственного заказа. |
| Читайте: |
|---|
Диспетчеризация пунктов:
АВТОМАТИЗАЦИЯ СИСТЕМЫ ВЕНТИЛЯЦИИ И КОНДИЦИОНИРОВАНИЯ ТОРГОВОГО ЦЕНТРА Заказчик: Группа компаний «Нимал» Описание технологического процесса: Объектом управления и контроля является система кондиционирования здания торгового центра в г. Тула. Решаемые задачи: ... |
Региональная диспетчерская система газопроводной сети Заказчик: ОАО «Уральские газовые сети», Екатеринбург. Региональная газораспределительная организация Свердловской области. Наблюдаемыми объектами являются газорегуляторные пункты (ГРП) газопровод... |
АВТОМАТИЗИРОВАННАЯ СИСТЕМА КОММЕРЧЕСКОГО УЧЕТА ЭЛЕКТРОЭНЕРГИИ НА ОАО ПЕРМТРАНСЖ Заказчик: ОАО «Пермтрансжелезобетон», г. Краснокамск Пермской обл. – крупнейший производитель железобетонных конструкций, уральского региона, а также по изготовлению продукции дерево - и металлообр... |
Теория АСУ:
Каскадное регулирование (cascade control) Классический пример. Нагреватель печи (горелка в нашем случае) имеет избыточную мощность, и объект нагрева (заготовка) может с одной стороны перегреться, а с другой - остаться холодным. Если подобны... |
Регулятор в современных АСУ ТП. ПИД-регулятор Что такое регулятор? Этот термин пришел из теории автоматизированного управления. Регулятором называется устройство, которое следит за функционированием объекта управления и, постоянно анализируя ег... |
Кодирования состояния механизации и автоматизации технологических операций Для кодирования состояния механизации и автоматизации технологических операций в маршрутных картах технологических процессов предлагается воспользоваться двоичным алфавитом, который широко распростр... |
Регулирование температуры. Объекты Объектом регулирования называют ту часть системы, которая начинается в месте измерения и кончается в месте приложения регулирующего воздействия. Таким образом, объект регулирования - это та часть тр... |
Автоматика для инженерных систем, автоматика котла Современные системы отопления — это системы закрытого типа с принудительной циркуляцией. Для монтажа используются трубы малых диаметров, они прокладываются в стенах и полах, что позволяет выгодно ис... |
Оборудования в АСУ:
Многокомпонентное дозирование в приготовлении комбикорм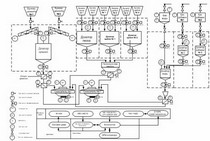 Недавно началась промышленная эксплуатация завода ЗАО «Неокорм» по производству премиксов в г. Лакинск Владимирской области.[1] ... |
Некоторые особенности дозаторов Дозаторы инертных материалов песка и щебня (рис.3.) имеют ряд особенностей. Дозирующие заслонки установлены на раме с возможнос... |
Управление процессом:
Автоматизированное рабочее место оператора дозировочно- Ввод производственных заданий на выполнение, автоматизированный пуск и останов процессов подачи, дозирования, смешивания сырья и... |
Типовая АСУ ТП комбикормового завода. Автоматизация ком Данная АСУ ТП охватывает все технологические процессы комбикормового завода – от стадий загрузки расходных бункеров, точного доз... |






