


| Типы линий, поддерживаемых системой ORTEMS |
| Системы управления - Системы управления предприятием |
|
Ее производительность описывается линейной функцией, в которой длительность операции пропорциональна обрабатываемому количеству. Например, фасовочная линия, которая на каждую тонну продукта тратит по 1 часу. Линия типа RUNПозволяет описать производительность ступенчатого типа. Например, на обработку 100 кг смеси тратиться 30 минут. Для обработки 200 кг необходимо 50 минут. Таким образом, каждый дополнительный килограмм сверх 100 будет обрабатывать уже 50 минут. Линия типа TANK Описывает оборудования класса «ёмкость». В этом случае можно задавать специфические требования по правилам заполнения и опорожнения ёмкостей, что часто используется в пищевой и химической промышленности. Например, заполнение ёмкости невозможно, если начат процесс слива её содержимого, так как в противном случае могут образоваться пузыри воздуха. Аналогично можно запретить опорожнение, если начато наполнение. Можно описать специальные требования к синхронизации циклов наполнения и опорожнения. Линия типа BATCH Это оборудование класса «печь». В этом случае указывается ёмкость печи и определяется её производительность. Для данного типа линий можно указать специальные правила совместимости изделий внутри печи, чтобы при планировании ORTEMS знал о необходимости избежать её заполнения «нежелательными соседями» из разных номенклатурных или рецептурных групп. Технологические операции Почему технологические линии надо объединять в группы? Это необходимо для того, чтобы создать системе ORTEMS пространство для оптимизации, которая начинается с выбора технологической линии для выполнения первой операции. Технологические операции являются важной частью информационной модели. На уровне операций даётся описания нормативов времени: штучное (производительность иделий в единицу времени), время ожидания до или после операции (подготовительное и заключительное). Также для операции указывается группа линий или конкретная линия, на которой операция может быть выполнена. При этом допускается следующие варианты: Операция может быть выполнена на любой линии из группы. Штучное время одинаково для всех линий в группе. При планировании система выбирает первую свободную линию из группы и назначает её на выполнение операции. Переброска операции между линиями в рамках группы выполняется без ограничений. Пространство для проведения оптимизации (выбор незанятого оборудования и т.д.) очень широко. Операция может быть выполнена на любой линии из группы. Штучное время раз-лично для всех (или некоторых) линий в группе. При планировании система выбирает из списка доступных линий свободную, но с наибольшей производительностью и назначает её на выполнение операции. При необходимости можно вручную перебросить операции между линиями в рамках группы. При этом время выполнения операции при перемещении с более быстрой линии на более медленную будет рассчитано автоматически. Пространство для проведения оптимизации (выбор незанятого оборудования) широко. Операция может быть выполнена на некоторых линиях из группы. Штучное время зависит от линии. Это вариация на предыдущий пункт, с тем отличием, что в списке используемых машин задаются не все линии из группы, а лишь их некоторые из них. Например, на предприятии есть 5 смесителей, объединённых в одну группы. Для смешивания теста для изделий из ржи используется 3 из 5 смесителей и у каждого есть своя производительность. Операция может быть выполнена только на одной линии из группы. В этом случае в списке используемых линий указывается лишь одна. |
 Стандартная линия
Стандартная линия
| Читайте: |
|---|
Диспетчеризация пунктов:
Система диспетчеризации для РТС и ЦТП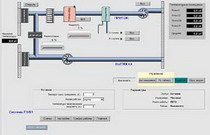 Заказчик: филиал «Северо-Западный» №9 ОАО «МОЭК», г. Москва. Объект диспетчеризации: РТС и ЦТП, а также отдельные узлы учета. Решаемые задачи: система диспетчеризации осуществляет информационн... |
АВТОМАТИЗИРОВАННАЯ СИСТЕМА УЧЕТА ТЕПЛОВОЙ ЭНЕРГИИ НА ТЕПЛОВЫХ ВЫВОДАХ НОВОСИБИРС Заказчик: ОАО «Новосибирскэнерго» Объект: Тепловые выводы 4 ТЭЦ в г. Новосибирске и одной ТЭЦ в области. Состав системы: На каждой из пяти ТЭЦ Master SCADA через ОРС-сервер получает данные от... |
СИСТЕМА АВТОМАТИЗАЦИИ И ДИСПЕТЧЕРИЗАЦИИ ТЕПЛОСЕТЕЙ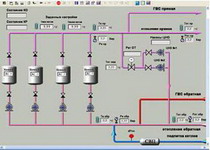 Заказчик: ООО «Радуга Хит», Московская область Объект: теплосети (котельные, ИТП) городов Климовск, Подольск, пос. Мещерское Функции системы: Автоматика объекта (контроллер Трансформер, Элек... |
Теория АСУ:
Погрешность Систематические погрешности выражаются в виде разности результатов измерения рабочим и образцовым прибором. Эти разности, взятые с обратным знаком, составляют таблицу поправок к показаниям прибора. ... |
Малобюджетный вариант СМС-диспетчеризации. Контроллер РС-420, работающий по GSM Одним из направлений работы компании Контэл (г. Владимир) является разработка и производство систем, программного обеспечения и приборов для мониторинга промышленных объектов, работающих без постоян... |
Образцовые и эталонные рабочие приборы По метрологическому назначению приборы делятся на рабочие, образцовые и эталонные. Рабочие приборы подразделяются на технические и лабораторные. Первые предназначены для практических целей измере... |
Как уехать на заработки в другую страну Среди украинцев поездки в близкое зарубежье очень популярны. Ведь там можно заработать неплохо и вернуться обеспеченным человеком. Кроме того, работа в чужой стране позволяет выучить язык, другую куль... |
Механические источники энергии С 60-х гг. 19 в., в связи с быстрым развитием железных дорог, стала очевидна необходимость автоматизации железнодорожного транспорта и прежде всего создания автоматических приборов контроля скорости... |
Оборудования в АСУ:
Многокомпонентное дозирование в приготовлении комбикорм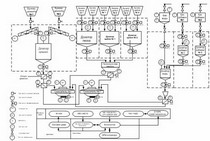 Недавно началась промышленная эксплуатация завода ЗАО «Неокорм» по производству премиксов в г. Лакинск Владимирской области.[1] ... |
Некоторые особенности дозаторов Дозаторы инертных материалов песка и щебня (рис.3.) имеют ряд особенностей. Дозирующие заслонки установлены на раме с возможнос... |
Управление процессом:
Типовая АСУ ТП комбикормового завода. Автоматизация ком Данная АСУ ТП охватывает все технологические процессы комбикормового завода – от стадий загрузки расходных бункеров, точного доз... |
Автоматизированная система управления технологическим п АСУ ТП ПА обеспечивает: Состав АСУ ТП ПА Дозатор битума представляет собой уникальную конструкцию, предусматривающую раз... |