


| Контроллеры. Программирование и составление программы PLC на ПЛК |
| Автоматизация - Автоматизированные системы управления |
|
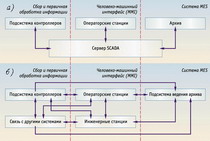
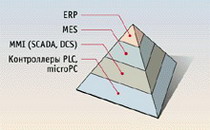
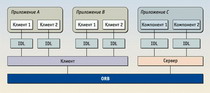
Рассмотрим проблему выбора аппаратной части, стоящую перед инженером по автоматизации, в частности выбор контроллера, на базе которого и будет автоматизирован тот или иной процесс Быстроменяющаяся экономическая ситуация и большое разнообразие задач, встающих перед предприятиями в современных рыночных условиях, изменили старые взгляды на СА производства. Сегодня от такой системы требуется уже не только следить за ситуацией и управлять ТП. Крайне необходимо иметь доступ к постоянному источнику информации целым группам людей и получать информацию в удобной форме, чтобы принимать конструктивные решения в вопросах управления производством в целом. Современный рынок средств автоматизации предлагает широкий спектр аппаратных и программных устройств для построения надежных и удобных в эксплуатации систем. Специалистам предприятий подчас трудно правильно сориентироваться в море контроллеров, промышленных компьютеров, пакетов ПО, чтобы выбрать оптимальное по производительности оборудование и сохранить при этом одного поставщика технических средств и единую среду разработки ПО. Не существует отрасли промышленности, в которой не было бы потребности применения АСУТП. Одними из главных преимуществ АСУТП являются снижение, вплоть до полного исключения, влияния так называемого человеческого фактора на управляемый процесс, сокращение персонала, минимизация расходов сырья, улучшение качества исходного продукта, и в конечном итоге существенное повышение эффективности производства. Основные функции, выполняемые подобными системами, включают в себя контроль и управление, обмен данными, обработку, накопление и хранение информации, формирование сигналов тревог, построение графиков и отчетов. Инженеры, занимающиеся автоматизацией ТП, часто встречаются с проблемой выбора аппаратных средств для решения своих задач. В настоящее время появился доступ к хорошим зарубежным аппаратно-программным средствам: во многих технических журналах, каталогах и в Интернете рекламируются промышленные контроллеры известных фирм. Можно купить все что угодно в области промышленной автоматизации, вплоть до красивых маркировок напроводники – были бы деньги, а именно их всегда у нас и не хватает. Отечественные производители тоже кое-что предлагают в области промышленных контроллеров и даже сравнительно недорого, но применение их изделий в СА требует известной хитрости и смекалки, связанной с адаптацией к конкретному ТП, поэтому зачастую бывает проще разработать и изготовить контроллер самостоятельно. Но и в этом случае остается большая проблема – специалист по автоматике должен изучить программирование однокристальных контроллеров с применением кросс-средств, надежность такого устройства, как правило, очень сильно зависит от квалификации конкретного разработчика. Рассмотрим основные особенности промышленных контроллеров, которые согласно зарубежной терминологии делятся на три категории: программируемые логические контроллеры (ПЛК), распределенные управляющие системы (distributed control systems DCS) и контроллеры на базе РС - технологий (PC-based). ПЛК представляют собой устройство, предназначенное для сбора, преобразования, обработки, хранения информации и выработки команд управления. Они реализованы на базе микропроцессорной техники и работают в локальных и распределенных системах управления в РВ в соответствии с заданной программой. От небольших до мощных и высокоскоростных систем ПЛК обеспечивают самых требовательных заказчиков исчерпывающими возможностями и гибкостью при реализации современных сетевых решений в распределенных системах управления и контроля. По техническим возможностям, которые определяют уровень решаемых задач, ПЛК делятся на классы: нано-, микро-, малые, средние и большие. Первоначально они предназначались для замены релейно-контактных схем, собранных на дискретных компонентах – реле, счетчиках, таймерах, элементах жесткой логики. Принципиальное отличие ПЛК от релейных схем заключается в том, что все его функции реализованы программно. На одном контроллере можно реализовать схему, эквивалентную тысячам элементов жесткой логики. При этом надежность работы схемы не зависит от ее сложности. Программировать ПЛК, как правило, можно на пяти языках стандарта IEC-61131.3. Для тех, кто привык к релейно-контактным схемам, будет удобно работать с языком, созданном на их основе (Ladder Diagram), тем, кому понятней электронные схемы, могут воспользоваться языком функциональных блоковых диаграмм (Functional Block Diagram). Опытные программисты могут использовать возможности всех языков. Современный ПЛК может обрабатывать дискретные и аналоговые сигналы, управлять клапанами, шаговыми двигателями, сервоприводами, преобразователями частоты, осуществлять регулирование (ПИД регулятор). Высокие эксплуатационные характеристики делают целесообразным применение ПЛК везде, где требуется логическая обработка сигналов от датчиков. Применение ПЛК обеспечивает высокую надежность, простое тиражирование и обслуживание устройств управления, ускоряет монтаж и наладку оборудования, обеспечивает быстрое обновление алгоритмов управления (в том числе и на работающем оборудовании). Кроме прямых выгод от применения ПЛК, обусловленных низкой ценой и высокой надежностью, есть и косвенные. Появляется возможность реализовать дополнительные функции, не усложняя и не увеличивая стоимость готовой продукции, которые помогут полнее реализовать возможности оборудования. Быстрое развитие микроэлектроники позволяет ожидать дальнейшего снижения цен и улучшения характеристик ПЛК, что является дополнительным стимулом к их применению. Большой ассортимент ПЛК, выпускаемых различными фирмами, позволяет найти оптимальное решение как для несложных задач, так и для комплексной автоматизации производства.Другой подход основан на использовании промышленных контроллеров, представляющих собой специализированные вычислительные устройства, так называемые DCS системы. Они предназначены для управления процессами (объектами) в РВ. Промышленные контроллеры имеют вычислительное ядро и модули ввода/вывода, воспринимающие информацию (сигналы) с датчиков, переключателей, преобразователей, а также от других контроллеров, осуществляющие управление процессом или объектом путем выдачи управляющих сигналов на приводы, клапаны, переключатели и другие ИУ. Современные контроллеры часто объединяются в сеть (RS-485, Ethernet, различные типы полевых шин), а программные средства, разрабатываемые для них, позволяют в удобной для оператора форме программировать и управлять ими через компьютер, находящийся на верхнем уровне SCADA-системы – ДП управления. В материалах выделены наиболее распространенные критерии выбора промышленных контроллеров на базе ПЛК, контроллеров на базе РС-технологий (связка Intel и Microsoft) и территориально распределенных систем сбора данных и управления (DCS). Это – надежность, простота инсталляции и установки, гибкость и способность к взаимодействию с другими подсистемами, совместимость с существующими системами, легкая расширяемость и перестраиваемость, согласованность со стандартами и долговечность. |
| Читайте: |
|---|
Диспетчеризация пунктов:
Система дистанционного мониторинга ЦТП Уфы. АСКУЭ Реализованная система диспетчеризации и управления обеспечивает выполнение следующих функций: регулирование температуры отопления по графику и температуры горячего водоснабжения (ГВС); регулирование... |
РЕГИОНАЛЬНАЯ ДИСПЕТЧЕРСКАЯ СИСТЕМА ГАЗОПРОВОДНОЙ СЕТИ Заказчик: ОАО «Уральские газовые сети», Екатеринбург. Региональная газораспределительная организация Свердловской области. Описание технологического процесса: Наблюдаемыми объектами системы тел... |
Региональная диспетчерская система газопроводной сети Заказчик: ОАО «Уральские газовые сети», Екатеринбург. Региональная газораспределительная организация Свердловской области. Наблюдаемыми объектами являются газорегуляторные пункты (ГРП) газопровод... |
Теория АСУ:
Исполнительные устройства Для того чтобы организовать работу нескольких отопительных контуров с различными, не всегда постоянными температурами, требуются исполнительные устройства. Самыми распространенными являются трех - и... |
Подсистема централизованного контроля Подсистема централизованного контроля основных режимных параметров и состояния технологического оборудования предназначена для текущего информирования диспетчера и руководства завода о ходе процессо... |
Сервисные функции Чистый воздух. Для снижения количества вредных выбросов в воздух многофункциональная автоматика способна оптимизировать работу горелки. В установочных параметрах современных контроллеров минимальная... |
Механические источники энергии С 60-х гг. 19 в., в связи с быстрым развитием железных дорог, стала очевидна необходимость автоматизации железнодорожного транспорта и прежде всего создания автоматических приборов контроля скорости... |
Инерция Самые современные материалы и технологии позволяют лишь сократить инерцию. При стандартной автоматике ее минимизирует использование котлов со стальным теплообменником. Основным недостатком их явл... |
Оборудования в АСУ:
Многокомпонентное дозирование в приготовлении комбикорм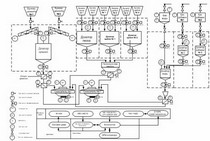 Недавно началась промышленная эксплуатация завода ЗАО «Неокорм» по производству премиксов в г. Лакинск Владимирской области.[1] ... |
Некоторые особенности дозаторов Дозаторы инертных материалов песка и щебня (рис.3.) имеют ряд особенностей. Дозирующие заслонки установлены на раме с возможнос... |
Управление процессом:
АСУ ТП МНОГОКОМПОНЕНТНЫМИ ВЕСАМИ · Назначение Автоматическая система управления многокомпонентными весами ВМК-2500 (в дальнейшем система) предназначена для кон... |
Система автоматизации технологического процесса произво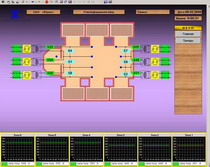 Система полностью автоматизирует технологический процесс, а так же ведет учет выпускаемой продукции. Работа оператора сводится к... |






