


| Что такое система PLC |
| Автоматизация - Автоматизированные системы управления |
|
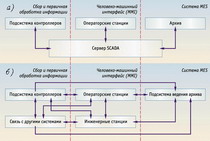
Из самого названия данного класса становится ясно, что основным компонентом системы является программируемый логический контроллер. Системы класса PLC чрезвычайно хороши для управления последовательностью технологических операций в процессе изготовления изделия (не продукта, а именно изделия – далее будет пояснена разница). Как правило, эти операции носят дискретный характер и требуют очень быстрой реакции со стороны автоматики. Типичным примером применения систем PLC является управление формовочной машиной для изготовления стеклотары или, например, управление аппаратом по наклейке алюминиевых крышек на пластиковые стаканчики с йогуртом. Типовые задачи систем PLC: •Управление конвейерными производствами; •Управление робототехникой; •Высокоскоростное управление приводами, •Управление позиционирующими устройствами; •Сигнализация, оповещение; •Управление комплектными технологическими машинами. Для систем PLC характерно то, что они не требуют непрерывного контроля со стороны диспетчера (в отличие от SCADA и DCS), достаточно периодической проверки статуса. Уровень диспетчерского (операторского) управления развит слабо и сводится, как правило, к установке кнопочного пульта управления для запуска/останова того или иного технологического участка и отображения аварийных сигнализаций. Большую часть времени система PLC работает без надзора со стороны человека, т.е. в автоматическом (автономном) режиме. Здесь по сути PLC приближается к САУ. Структура системы PLC довольно проста. Один или несколько программируемых логических контроллеров, объединенных в сеть с помощью цифровой шины. Обмениваясь по шине данными, контроллеры могут взаимодействовать друг с другом, что необходимо для их согласованной работы. Как уже было упомянуто, при необходимости к системе также можно подключить пульт локального управления (кнопочный или с ЖК-панелью). Как правило, у контроллеров есть электрические входа/выхода для подключения к ним полевых датчиков, сенсоров, исполнительных механизмов (клапанов, позиционирующих устройств, различных приводов), устройств оповещения и сигнализации. Количество входов/выходов может быть как фиксировано, так и расширяемо с помощью дополнительно подключаемых модулей. Такие модули называются “модулями ввода/вывода” (IO modules). Контроллер непрерывно выполняет заложенную в него программу управления по следующему циклу: считывание сигналов с датчиков, математическая обработка данных в соответствие с определенным алгоритмом, формирование управляющего воздействия и его передача на исполнительные механизмы. При этом требуется высокое быстродействие – время выполнения всего цикла составляет не более 10-20 мс. Следующие аспекты характерны для систем класса PLC: •Высокоскоростное управление дискретными операциями; •Отказоустойчивость системы управления не критична: в случае останова технологический процесс возобновляется в короткие сроки и с минимальными потерями; •Практическое отсутствие операторского уровня – высокая степень автономности; •Быстрая реакция на дискретные события; •Жесткая временная синхронизация работы нескольких узлов. |

| Читайте: |
|---|
Диспетчеризация пунктов:
АСУ ТП и система диспетчеризация головных водозаборных сооружений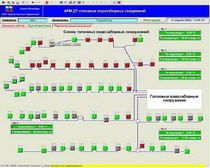 Объектом диспетчеризации и управления является технологическое оборудование артезианских скважин (общее число 80 скважин), находящееся в павильонах над артезианскими скважинами и водоводы (5 водовод... |
СИСТЕМА АВТОМАТИЗАЦИИ И ДИСПЕТЧЕРИЗАЦИИ ТЕПЛОСЕТЕЙ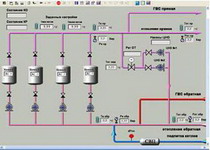 Заказчик: ООО «Радуга Хит», Московская область Объект: теплосети (котельные, ИТП) городов Климовск, Подольск, пос. Мещерское Функции системы: Автоматика объекта (контроллер Трансформер, Элек... |
СИСТЕМА ДИСТАНЦИОННОГО МОНИТОРИНГА ЦТП УФЫ Функции системы: Описание системы ЦТП УФЫ: Для оптимизации интегральных затрат выбрано решение с применением двух каналов связи. Основной – радиоканал на выделенной частоте 160 Мгц 1200 bps с ... |
Теория АСУ:
Регулирование температуры. Объекты Объектом регулирования называют ту часть системы, которая начинается в месте измерения и кончается в месте приложения регулирующего воздействия. Таким образом, объект регулирования - это та часть тр... |
Автоматизированная система управления технологическим процессом АСУ ТП Автоматизированная система управления технологическим процессом (АСУ ТП) — комплекс программных и технических средств, предназначенный для автоматизации управления технологическим оборудованием на п... |
Обзор рынка и выставки Передовые Технологии Автоматизации Сегодня на российском рынке идёт борьба за потребителя, компании конкурируют друг с другом. В этой конкурентной борьбе побеждает тот, кто раньше других начал переводить своё производство на мировые ... |
Использование знаний Отмечается также развитие и системной интеграции. Руководители современных компаний начинают осознавать, что созданные собственными силами в кустарных условиях информационные системы не могут удовле... |
Диспетчеризация подсистемы водоснабжения Подсистема водоснабжения осуществляет, управление работой насосов, контролируя, при этом, поддержание необходимого давления или уровня. |
Оборудования в АСУ:
Многокомпонентное дозирование в приготовлении комбикорм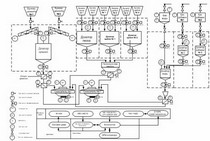 Недавно началась промышленная эксплуатация завода ЗАО «Неокорм» по производству премиксов в г. Лакинск Владимирской области.[1] ... |
Некоторые особенности дозаторов Дозаторы инертных материалов песка и щебня (рис.3.) имеют ряд особенностей. Дозирующие заслонки установлены на раме с возможнос... |
Управление процессом:
Основные функции системы управления комбикормовым завод Система управления производством комбикормов предназначена для автоматизации управления всем технологическим оборудованием комби... |
Автоматизированная система управления технологическим п Введение В 2004 - 2005 году специалистами ООО НПФ Ракурс проводились работы по созданию автоматизированной системы управле... |






